声明
本文是学习GB-T 15104-2021 装饰单板贴面人造板.pdf而整理的学习笔记,分享出来希望更多人受益,如果存在侵权请及时联系我们
1 范围
本文件规定了装饰单板贴面人造板的术语和定义、分类、要求、测量和试验方法、检验规则以及标
识、包装、运输和贮存等。
本文件适用于以天然单板、调色单板、集成单板或重组装饰单板等为饰面材料,以人造板为基材经
胶合制成的未经涂饰加工的装饰单板贴面人造板。
2 规范性引用文件
下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。其中,注日期的引用文
件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于
本文件。
GB/T 2828.1—2012 计数抽样检验程序 第1部分:按接收质量限(AQL)
检索的逐批检验抽样
计划
GB/T 4897 刨花板
GB/T 5849 细木工板
GB/T 9846 普通胶合板
GB/T 11718 中密度纤维板
GB/T 17657—2013 人造板及饰面人造板理化性能试验方法
GB/T 18259—2018 人造板及其表面装饰术语
GB/T 19367 人造板的尺寸测定
GB/T 39600—2021 人造板及其制品甲醛释放量分级
3 术语和定义
GB/T
18259—2018界定的以及下列术语和定义适用于本文件。为了便于使用,以下重复列出了
GB/T 18259—2018 中的某些术语和定义。
3.1
装饰单板贴面人造板 decorative veneered wood-based
panel
利用天然单板、调色单板、集成单板或重组装饰单板等胶贴在各种人造板表面而制成的板材。
3.2
装饰单板 decorative veneer
用刨切、旋切、半圆旋切或锯切方法加工而成的用于表面装饰的单板。
[来源:GB/T 18259—2018,3.4.8]
3.3
调色单板 colored veneer
调色薄木
用漂白和染色等加工方法制成的着色单板。
GB/T 15104—2021
[来源:GB/T 18259—2018,3.4.13]
3.4
集成单板 laminated wood veneer
集成薄木
将板材或小方材等按设计的图案拼接胶合成木方后,再将木方刨切制成的单板。
[来源:GB/T 18259—2018,3.4.22]
3.5
重组装饰单板 multilaminar veneer
重组装饰薄木
以旋切或刨切单板为主要原料,采用单板调色、层积、胶合成型制成木方,再将木方刨切、旋切或锯
切制成的单板。
[来源:GB/T 18259—2018,3.4.15]
3.6
材 色 色 差 color difference
装饰单板表面的颜色与目标色或样板色之间的差异,或整体颜色不均匀。
注:不包括木材本身早晚材的颜色差异和天然花纹自然过渡的颜色差异。
3.7
I 类装饰单板贴面人造板 type I decorative
veneered wood-based panel
耐气候装饰单板贴面人造板,可在室外条件下使用,能通过 I
类浸渍剥离试验。
3.8
Ⅱ类装饰单板贴面人造板 typeⅡdecorative veneered
wood-based panel
耐潮装饰单板贴面人造板,可在潮湿条件下使用,能通过Ⅱ类浸渍剥离试验。
3.9
Ⅲ 类装饰单板贴面人造板 type Ⅲ decorative
veneered wood-based panel
不耐潮装饰单板贴面人造板,只能在干燥条件下使用,能通过Ⅲ类浸渍剥离试验。
4 分类
4.1 按人造板基材分:
a) 装饰单板贴面胶合板;
b) 装饰单板贴面细木工板;
c) 装饰单板贴面刨花板;
d) 装饰单板贴面中密度纤维板;
e) 装饰单板贴面其他人造板。
4.2 按装饰单板品种分:
a) 天然单板贴面人造板;
b) 调色单板贴面人造板;
c) 集成单板贴面人造板;
d) 重组装饰单板贴面人造板。
GB/T 15104—2021
4.3 按装饰面分:
a) 单面装饰单板贴面人造板;
b) 双面装饰单板贴面人造板。
4.4 按耐水性能分:
a) I 类装饰单板贴面人造板;
b) Ⅱ类装饰单板贴面人造板;
c) Ⅲ类装饰单板贴面人造板。
5 要求
5.1 装饰单板贴面人造板的基材
5.1.1 基材分类
基材分为胶合板、细木工板、刨花板、中密度纤维板和其他可二次加工的人造板等。
5.1.2 基材的外观质量和理化性能要求
胶合板的外观质量应不低于GB/T 9846
中一等品的技术条件;物理力学性能应符合 GB/T 9846
中胶合板不同树种和相应类别的指标要求。
细木工板的外观质量和物理力学性能应不低于 GB/T 5849
中一等品的外观质量和相应类别的物
理力学性能指标要求。
刨花板的外观质量和理化性能应符合 GB/T 4897 中各类型板材的要求。
中密度纤维板的外观质量和物理力学性能应符合GB/T11718
中各类型板材的要求。
其他可二次加工的人造板的外观质量和物理力学性能应符合相应产品标准的要求。
室内用装饰单板贴面人造板的基材甲醛释放量要求见GB18580—2017 的规定。
5.2 规格尺寸及其偏差
5.2.1 幅面尺寸及其偏差
5.2.1.1
装饰单板贴面人造板的幅面尺寸应符合表1规定。
表 1 装饰单板贴面人造板的幅面尺寸
单位为毫米
|
|
||||
|---|---|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
5.2.1.2
装饰单板贴面人造板长度和宽度偏差应符合相应基材产品的要求。
5.2.2 厚度尺寸及其偏差
装饰单板贴面人造板的厚度偏差应符合表2规定。
GB/T 15104—2021
表 2 装饰单板贴面人造板厚度偏差
单位为毫米
|
|
|---|---|
|
|
|
|
|
|
|
|
5.2.3 其他尺寸偏差
装饰单板贴面人造板的其他尺寸偏差应符合相应基材产品的要求。
5.3 外观质量要求
5.3.1 装饰单板贴面人造板根据外观质量分为优等品、
一等品和合格品三个等级。各等级装饰面外观 质量要求应符合表3规定。
5.3.2
双面装饰单板贴面人造板应有一面的外观质量符合所标明的等级要求,另一面的外观质量不低
于合格品的要求。对背面质量另有要求时,由供需双方商定。
5.3.3
单面装饰单板贴面人造板的装饰面外观质量应符合所标明的等级要求,背面应符合相应基材的
外观质量要求。
表 3 装饰面外观质量要求
|
|
||||
|---|---|---|---|---|---|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
GB/T 15104—2021
表 3 装饰面外观质量要求 ( 续 )
|
|
|||
|---|---|---|---|---|
|
|
|
||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|||
|
||||
5.4 理化性能
5.4.1
装饰单板贴面人造板的含水率、浸渍剥离性能、表面胶合强度、表面耐冷热循环性能和甲醛释放
量均应符合表4规定的要求。
表 4 装饰单板贴面人造板理化性能要求
|
|
|
|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
GB/T 15104—2021
5.4.2
装饰单板贴面人造板的理化性能除了5.4.1的规定外,其他物理力学性能指标不低于相应基材
各类型板材的物理力学性能要求。
5.4.3
若需方对调色单板贴面人造板和重组装饰单板贴面人造板的装饰层表面耐光色牢度性能有要
求时,参照附录 A 中耐光色牢度性能等级评定表,由供需双方商定等级要求。
6 测量和试验方法
6.1 外观质量检验
6.1.1 量具包括:
——游标卡尺,分度值0.02 mm;
——钢直尺,分度值0.5 mm。
6.1.2 采用目测或用量具测量装饰面外观缺陷。
6.1.3
结果判定:通过逐张检验装饰单板贴面人造板外观缺陷,按表3规定判定其等级。
6.2 规格尺寸测量
6.2.1 量 具
量具包括:
—千分尺,分度值0.01 mm;
——钢直尺,分度值0.5 mm;
——钢卷尺,分度值1.0 mm;
——金属线(如钢丝等),直径不大于0.5 mm。
6.2.2 板的长度、宽度和厚度的测量
按GB/T 19367 中的相关规定进行。
6.2.3 其他尺寸偏差测量
按相应基材产品标准的规定进行。
6.3 理化性能试验
6.3.1 试件制备
6.3.1.1 仪器及量具包括:
—千分尺,分度值0.01 mm;
——游标卡尺,分度值0.02 mm;
——钢板尺,精度为0.5 mm;
——钢卷尺,分度值1.0 mm。
6.3.1.2 样本应在生产后存放24 h
以上的产品中抽取。按图1所示,在样本上截取660 mm×660 mm
试样3块,再按照图2所示,在每块试样上制取含水率、浸渍剥离性能、表面胶合强度、表面耐冷热循环
性能试件,在其中2块试样上制取甲醛释放量试件。每块试样的尺寸应满足制取试件的需要。若样本
板宽方向尺寸不够截取2个试样,可增加样本。装饰单板贴面人造板其他物理力学性能试件,在样本的
GB/T 15104—2021
其他任意位置制取。试件的边角应垂直,无崩边。
单位为毫米

图 1 试样制作示意图( 一 )
单位为毫米
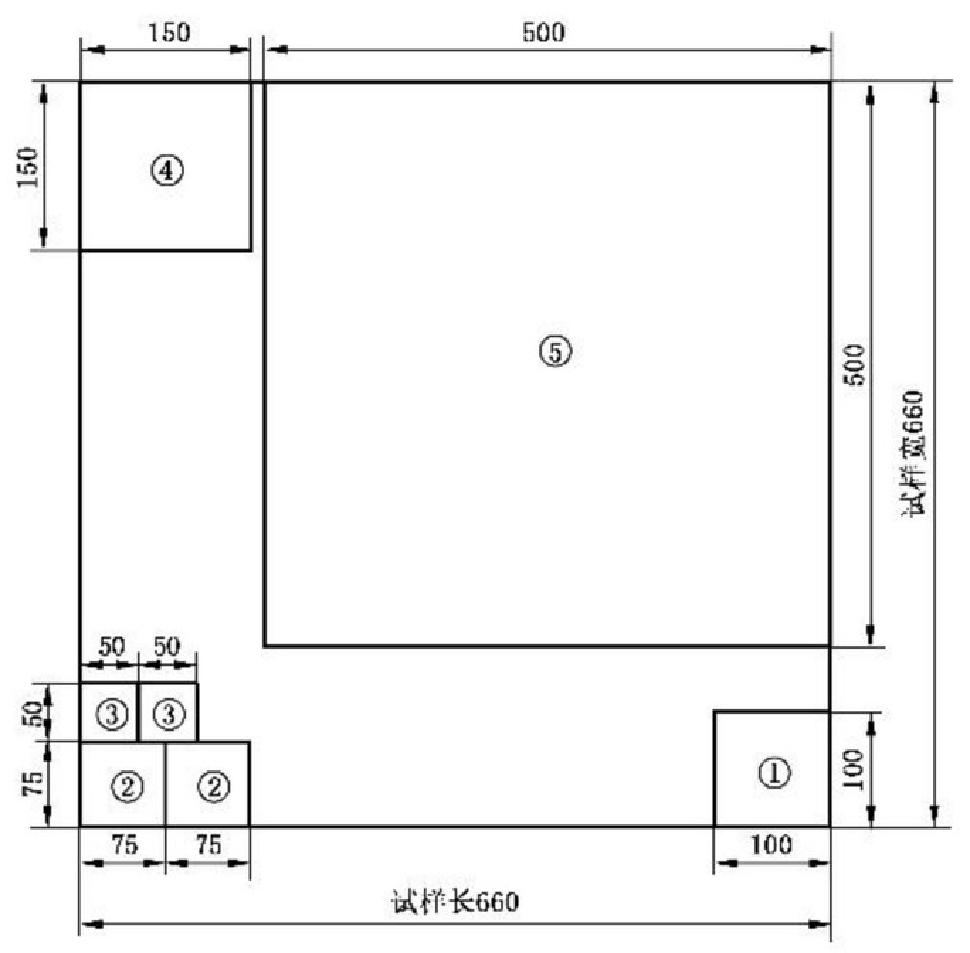
图 2 试件制作示意图(二)
GB/T 15104—2021
6.3.1.3
每张样板上制作试件的尺寸、数量及编号应符合表5规定。
表5 试件的尺寸、数量及编号
|
|
|
|
|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
6.3.2 含水率测定
含水率测定按GB/T 17657—2013 中4.3的规定进行。
6.3.3 浸渍剥离性能
浸渍剥离性能测定按 GB/T 17657—2013
中4.19的规定进行。装饰单板贴面胶合板和细木工板,
按产品所属类别分别对试件进行I
类、Ⅱ类、Ⅲ类浸渍剥离试验;装饰单板贴面刨花板和装饰单板贴面
纤维板,进行Ⅲ类浸渍剥离试验。
6.3.4 表面胶合强度测定
表面胶合强度按 GB/T 17657—2013
中4.16的规定进行,但测试前试件不用平衡处理。
6.3.5 表面耐冷热循环性能测定
表面耐冷热循环性能测定按 GB/T 17657—2013
中4.38的规定进行,但干燥温度为(80±2)℃。 试件厚度不大于8 mm
时,将试件固定在金属架上进行试验;试件厚度大于8 mm 时,试件不用固定在
金属架上,直接进行试验。
6.3.6 甲醛释放量测定
甲醛释放量测定按 GB 18580—2017 的规定进行,结果精确到0.001 mg/m³。
6.3.7 耐光色牢度性能测定
耐光色牢度性能测定按GB/T 17657—2013中4.30的规定进行。供需双方根据附录 A
商定的色
牢度等级,当该等级蓝色羊毛标样的曝晒和未曝晒部分的色差达到灰色样卡4级,曝晒终止。例如供需
双方商定的色牢度等级为3级,当3级蓝色羊毛标样的变色达到灰色样卡4级,即终止曝晒。然后按照
附录A 评定耐光色牢度等级。
6.3.8 其他性能测定
装饰单板贴面人造板其他性能测定按照相应基材对应的物理力学性能检测方法进行。
GB/T 15104—2021
7 检验规则
7.1 检验分类
7.1.1 产品检验分出厂检验和型式检验。
7.1.2 出厂检验包括以下项目:
a) 外观质量检验;
b) 规格尺寸检验;
c) 理化性能检验项目中的含水率、浸渍剥离、表面胶合强度。
7.1.3
型式检验包括出厂检验的全部项目,并增加甲醛释放量、表面耐冷热循环检验以及经有关方面
协议确定的检验项目。正常生产时,每年型式检验不少于2次。有下列情况之一时,应进行型式检验:
a) 原辅材料及生产工艺发生较大的变动时;
b) 停产三个月以上,恢复生产时;
c) 新产品投产或转产时;
d) 质量监管部门提出要求时。
7.2 抽样方案
7.2.1 外观质量检验
采用GB/T 2828.1—2012
中正常检验二次抽样方案,使用一般检验水平Ⅱ,接收质量限(AQL) 为
4.0,见表6。
表 6 外观质量抽样方案
单位为张
|
|
|
|
|||
|---|---|---|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7.2.2 规格尺寸检验
采用 GB/T 2828.1—2012
中正常检验二次抽样方案,使用一般检验水平 I 接收质量限(AQL)
为
6.5,见表7。
GB/T 15104—2021
表 7 规格尺寸抽样方案
单位为张
|
|
|
|
|||
|---|---|---|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7.2.3 理化性能检验
理化性能检验采用复检抽样方案,见表8,第一次抽样的样本检验结果如有某项指标不合格时,则
按复检样本量抽取样本,对不合格项目进行检验。抽样时应在检验批中随机抽取。
表 8 理化性能抽样方案
单位为张
|
|
|
|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
7.3 判定规则
7.3.1 外观质量和规格尺寸检验结果接收或拒收的判定
第一次检验的样品数量应等于该方案给出的第一样本量。如果第一样本中发现的不合格品数小于
或等于第一接收数,应认为该批是可接收的;如果第一样本中发现的不合格品数大于或等于第一拒收
数,应认为该批是不可接收的。如果第一样本中发现的不合格品数介于第一接收数与第一拒收数之间,
应检验由方案给出样本量的第二样本并累计在第一样本和第二样本中发现的不合格品数。如果不合格
品累计数小于或等于第二接收数,则判定批是可接收的;如果不合格品累计数大于或等于第二拒收数,
则判定该批是不可接收的。
7.3.2 理化性能检验结果的判定
样板理化性能检验结果按下面条款进行判定。
GB/T 15104—2021
a)
试样含水率均符合标准规定要求,判定该试样的含水率为合格,否则应进行复检。复检样本的
含水率均符合指标值时判为合格。
b)
试样中浸渍剥离试验、表面胶合强度和表面耐冷热循环性能符合指标值的试件数量分别等于
或大于该项试件总数的80%判为合格,小于80%时应对不合格项进行复检。复检样本的合格
试件数等于或大于复检项试件总数的80%时可判为合格。
c) 其他物理力学性能按相应基材的物理力学性能判定规则进行。
d) 甲醛释放量满足要求的信息见GB 18580—2017。
e)
当全部理化性能检验均合格时,该批产品理化性能判为合格,否则判为不合格。
7.4 综合判断
产品外观质量、规格尺寸和理化性能检验结果均符合相应的技术要求时,判该产品为合格,否则判
为不合格。
7.5 产品计量
产品以m² 或 m³
为计量单位,规格尺寸的允许偏差不得计算在内。计量成批产品时应精确至0.01
m²
或0.001 m³。
8 标识、包装、运输和贮存
8.1 标识
8.1.1
凡声明符合本文件规定的装饰单板贴面人造板应标志有:产品名称、标准号、类别、规格和装饰
单板层厚度、甲醛释放限量级别、批号、商标、生产企业名称、生产地址及生产日期。
8.1.2
标识方法,可以在每张板的适当部位用不褪色的油墨加盖有上述内容的印戳,也可以在每批产
品的标签、包装物上标明上述内容。
8.2 包装
产品出厂时应按产品的品种、类别、规格、等级分别包装。包装要做到产品免受磕碰、划伤和污损。
包装要求亦可由供需双方商定。
8.3 运输和贮存
产品在运输和贮存过程中应平整堆放,防止污损,不得受潮、雨淋和曝晒。
贮存时应按类别、规格、等级分别堆放,每堆应有相应的标记。
GB/T 15104—2021
附 录 A
(资料性)
耐光色牢度性能等级评定表
耐光色牢度性能等级评定表见表 A.1。
表 A.1 耐光色牢度性能等级评定表
|
|
|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

延伸阅读
更多内容 可以 GB-T 15104-2021 装饰单板贴面人造板. 进一步学习